Feuille GORE® GR
Particulièrement résistante à la relaxation, au fluage à froid et aux produits chimiques agressifs, cette feuille 100 % ePTFE permet d'étancher efficacement les tuyauteries et les équipements en acier.
Nous contacter
France
+33 1 56 95 65 65
Afrique du Sud
+27 71 467 7710
Allemagne
+49 89 4612 2215
Australie
+61 2 9473 6800
Brésil
+55 11 5502 7800
Chine
+8621 5172 8299
Corée
+82 2 393 3411
Émirats arabes unis
+971 2 5089444
Espagne
+34 93 4 80 69 00
Etats-Unis
+1 800 523 4673
Hong Kong
+852 2622 9622
Inde
+91 22 67687000
Italie
+39 045 6 20 92 50
Japon
+81 3 6746 2600
Pays-Bas
+31 13 507 47 00
Pologne
+48 22 6 45 15 37
Royaume-Uni
+44 1506 46 01 23
Scandinavie
+46 31 706 78 00
Singapour
+65 6733 2882
Infothèque

Guide de sélection produit
Guide de sélection produit
Guide pour vérifier que l'application est en adéquation avec les caractéristiques des joints GORE®, et d'affiner la sélection des produits d'étanchéité pour l'application.
Toutes les ressources pour Feuille GORE® GR
Présentation
La feuille GORE GR a été conçue pour surpasser les performances des joints conventionnels en PTFE (chargé ou vierge) et des autres joints en PTFE expansé pour les tuyauteries et les équipements en acier.
La feuille GORE GR offre la résistance chimique des feuilles d’étanchéité traditionnelles en PTFE sans la relaxation ni le fluage à froid généralement associés à ce matériau. La feuille GORE GR est plus robuste et dotée d'une meilleure stabilité dimensionnelle que les autres joints en ePTFE. Elle s'adapte particulièrement bien aux surfaces rugueuses ou irrégulières à étancher. Une fois comprimée, elle forme un joint extrêmement solide qui offre une étanchéité élevée et durable.
La feuille GORE GR est polyvalente, offrant une solution unique aussi bien pour les joints de formes et tailles standard que spécifiques.
Qu'elle est la spécificité de la feuille GORE GR ?
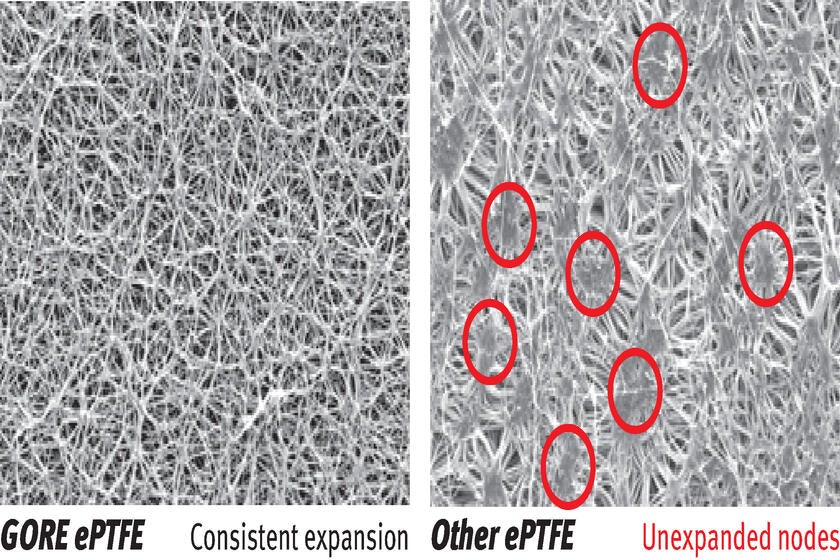
Une technologie brevetée
Conçue à 100 % en PTFE expansé (ePTFE), la technologie de fabrication brevetée de Gore a permis la création d'une feuille en ePFTE dotée d'un degré d'expansion extrêmement élevé. Les autres matériaux ePTFE présentent un grand nombre de nodules non expansés. Grâce à son expansion accrue, la feuille GORE GR offre une résistance à la traction et une stabilité dimensionnelle élevées, qui la rend particulièrement performante pour les applications les plus exigeantes.
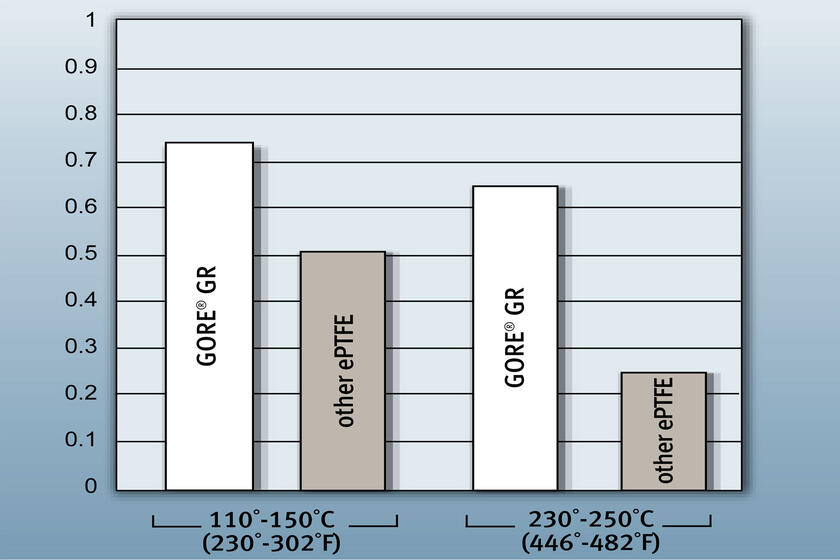
Une résistance exceptionnelle à la relaxation et au fluage à froid
La feuille GORE GR est dotée d'une meilleure résistance à la traction. Ainsi, comparativement aux autres joints à base de PTFE et autres types de ePTFE, elle conserve une meilleure stabilité dimensionnelle pendant l'utilisation — en épaisseur et en largeur.
- Son épaisseur étant plus stable dimensionnellement que tous les autres joints en ePTFE, la feuille GORE GR permet de conserver un effort de serrage en service plus élevé. L'étanchéité est ainsi plus efficace, notamment lors des cycles thermiques et des montées en températures.
- La largeur d'un joint découpé à partir de la feuille GORE GR offre également une stabilité dimensionnelle supérieure, évitant ainsi l'obturation du diamètre intérieur de la tuyauterie qui peut nuire à la performance du process.
- En plus de fournir une plus grande plage de sécurité face au risque d’éclatement, ce joint dimensionnellement stable peut également contribuer au bon fonctionnement des outils de production et réduire les frais de maintenance associés au resserrage du joint et à son remplacement.
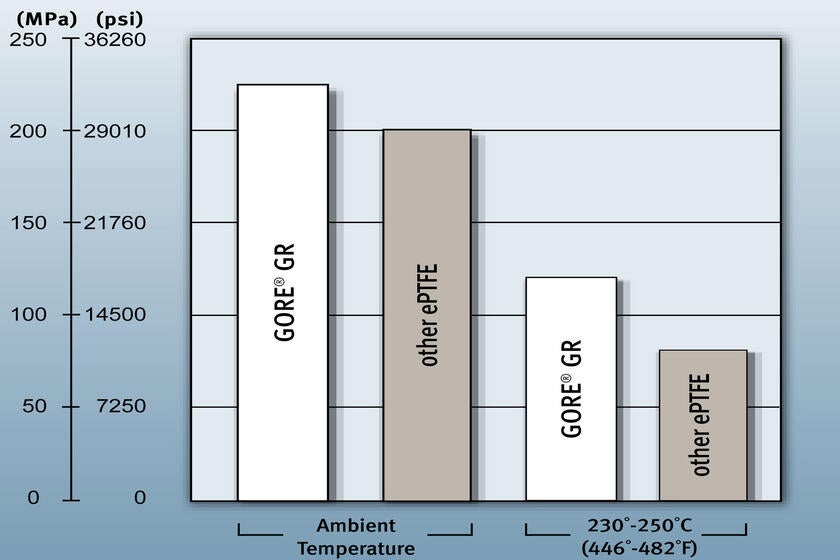
Une étanchéité exceptionnelle
Les tests de résistance à la rupture montrent que la feuille GORE GR excelle en matière de résistance aux conditions extrêmes des brides industrielles. Elle offre une plage de sécurité plus étendue, à l'installation comme en service, à des températures élevées.
La feuille GORE GR chimiquement inerte offre une étanchéité durable dans les procédés à base d'alcalis, d'acides ou de solvants. Elle résiste à tous les agents chimiques (pH 0-14), à l'exception des métaux alcalins en fusion ou dissous et du fluor élémentaire.
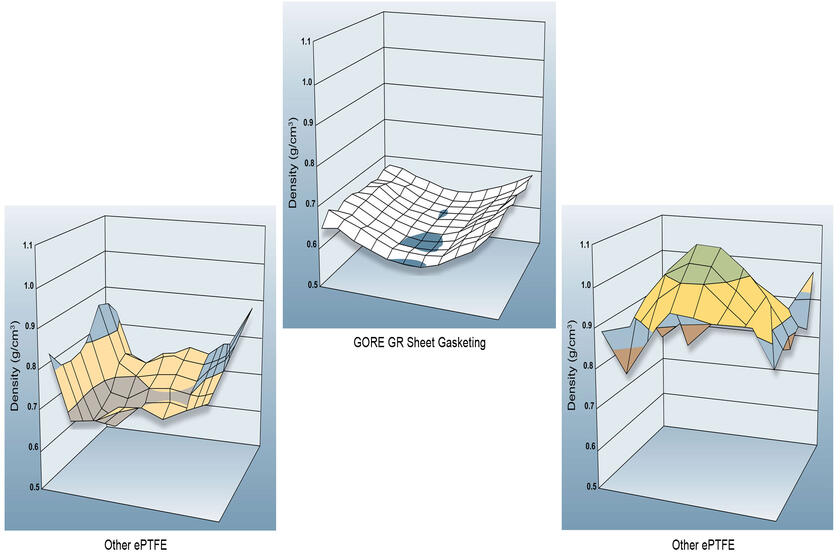
Une plus grande homogénéité pour limiter les problèmes
L'homogénéité et la rigueur de fabrication Gore confèrent à la feuille GORE GR une répartition plus uniforme de la masse que les autres feuilles en ePTFE. Cela favorise une étanchéité plus fiable.
Contrairement aux joints en PTFE vierge ou en PTFE chargé, la feuille GOREGR compense facilement les imperfections courantes des brides. Cela permet d' éviter d'usiner la bride, d'étendre le champ d'utilisation et d'assurer une étanchéité initiale extrêmement fiable, pour un démarrage sans encombres.
Spécifications techniques
Données de tests
ASTM F36 : Méthode de test standard pour la compressibilité et la reprise élastique des matériaux d'étanchéité
Cette méthode d'essai permet de déterminer la compressibilité et la reprise élastique à court terme et à température ambiante des feuilles d’étanchéité. Elle ne convient pas aux essais visant à déterminer la compressibilité en cas de pression prolongée, généralement appelée « fluage ».
Source : ASTM International. Méthode de test standard pour la compressibilité et la reprise élastique des matériaux d'étanchéité - désignation : F36–99 (réapprouvée en 2009)
| Épaisseur | Compressibilité (moyenne de 3 essais) |
Reprise élastique (moyenne de 3 essais) |
|
|---|---|---|---|
ASTM F36 procédure L
|
1,5 mm | 56 % | 8 % |
ASTM F38 : Méthode de test standard pour la relaxation d'un matériau d'étanchéité
ASTM F38 permet de mesurer le taux de relaxation d'un matériau d'étanchéité à un moment déterminé, après effort de serrage. Cette méthode de test a été élaborée pour comparer des matériaux connexes dans des conditions contrôlées, et leur capacité à résister à l'effort de serrage sur une période donnée.
Source : ASTM International. Méthode de test standard pour la relaxation d'un matériau d'étanchéité - désignation : ASTM F38 - 00(2014)
| Épaisseur | Relaxation (moyenne de 3 essais) |
|
|---|---|---|
ASTM F38-95 Méthode B
|
0,8 mm | 23 % |
ASTM F37 : Méthode de test standard pour l'étanchéité des matériaux de joints
ASTM F37 permet d'évaluer les propriétés d'étanchéité des feuilles ou joints rubans à température ambiante. Cette méthode de test a été élaborée pour comparer les matériaux d'étanchéité dans des conditions contrôlées et pour mesurer précisément le taux de fuite.
Source : ASTM International. Méthode de test standard pour l'étanchéité des joints d'étanchéité - désignation : ASTM F37 - 06(2013)
| Épaisseur | Taux de fuite | |
|---|---|---|
ASTM F37-00 méthode B
|
1,5 mm | 0,3 ml/h |
Présentation de la méthode d'essai
Ce test est une nouvelle méthode d'essai ASTM sur les joints actuellement proposée par le Comité F03. Cette méthode d’essai permet de définir des limites de température réalistes pour les feuilles et joints à base de polytétrafluoroéthylène (PTFE) afin d'éviter une dégradation extrème ou un éclatement. Cette méthode est axée sur les joints de bride couramment utilisés dans les procédés de l'industrie chimique pour des conditions de service selon ASME B16.5: température modérée et classes de pression 150 et 300.
Source : ASTM International. New Test Method for AGED RELAXATION LEAKAGE ADHESION PERFORMANCE of Gaskets - Designation: ASTM WK26065
Méthode générale de test

- Placer le joint dans le dispositif ARLA
- Mesurer la distance entre les plateaux
- Exercer une pression d'assise initiale sur le joint
- Mesurer la longueur du boulon
- Mesurer la distance entre les plateaux
- Mesurer le taux de fuite (avec un spectromètre de masse à hélium) avec de l'hélium à 800 psig
- Pour simuler le vieillissement, laisser le dispositif sous pression dans un four où l'air ne circule pas
- Retirer le dispositif du four et laisser refroidir à température ambiante
- Mesurer la longueur du boulon
- Mesurer la distance entre les plateaux
Résultats du test
| Épaisseur du joint | % de relaxation (moyenne de 3 essais) | Taux de fuite de l'hélium avant vieillissement (mg/s) | Taux de fuite de l'hélium après vieillissement (mg/s) | |
|---|---|---|---|---|
| ARLA Effort de serrage 5 000 psi
|
1/16" | 30,77 | 1,04E-04 | 1,42E-05 |
| 1/8" | 43,19 | 1,04E-03 | <1,0E-7 |
Le but de la directive VDI est de conseiller l'utilisateur sur le choix, l'interprétation, la conception et le raccord des assemblages à brides, notamment au niveau des joints. Un joint seul ne peut garantir la sécurité face au risque d'éclatement. Cela dépend toujours du système d'assemblage à brides dans son ensemble.
Vous trouverez ci-dessous des extraits en anglais de la directive VDI 2200:
Présentation de la méthode d'essai
"The aim of the VDI guideline is to analyze and organize the applicable seal connection conditions based on the technical standard. Furthermore to complete the conditions, including latest research results, and advise the user in selection, interpretation, design, and assembling of flange joints in particular consideration of the gaskets."(1) "The here described blowout safety test of seals in sealing systems with even flanges corresponds with the current state of test engineering [...] a seal itself cannot accomplish blowout safety. It always depends on the entire system of the flange joint.
General Test Procedure
- Installation of seal with installation surface pressure in four steps (25 %, 50 %, 75 % and 100 % of bolt force through crosswise tightening). Installation surface pressure and seal thickness are to be indicated in the test record. The lift-off force, caused by the nominal pressure, referring to the middle seal diameter, shall additionally be considered in all testing steps.
- Retightening to installation surface pressure after 5 minutes.
- Flange heating to temperature with 2 K/min in recirculation furnace or using inside heated cartridges.
- Maintenance of thermal storage temperature for minimum 48 hours.
- Cooling down of the flange to ambient temperature.
- Measurement of the remaining surface pressure.
Test Step 1
The blowout safety test is performed with nitrogen up to the 1.5-fold of the nominal pressure. Tests with higher pressures are allowed, if required. The internal pressure is to be increased stepwise, in steps of 5 bar to the above mentioned pressure. The holding period per pressure stage amounts to a minimum of 2 min.
As "blowout" is defined, if, within 5 s, a pressure decay of Δp ≥ 1 bar· (V0 = test room volume) is exceeded. The achieved internal pressure is to be indicated in the test record. If blowout did not occur until the maximum test pressure, the test is to be continued according to test step 2.
Test Step 2
The internal pressure is discharged and the surface pressure is reduced to 5 N/mm2 with regard to lifting force caused by the internal pressure. Variations of the surface pressure are to be stated in the testing report."(2)
Résultats du test
| Épaisseur | Température d'exposition | Pression d'assise initiale | Test - Étape 1 | Test - Étape 2 | |
|---|---|---|---|---|---|
| VDI 2200 (06-2007) DN40 / PN40 acier |
3,2 mm | 230 °C | 30 MPa | Oui, 60 bar | Oui, 50 bar |
Présentation de la méthode d'essai
Ce test est une nouvelle méthode d'essai ASTM sur les joints actuellement proposée par le Comité F03. Cette méthode d’essai permet de définir des limites de température réalistes pour les feuilles et joints à base de polytétrafluoroéthylène (PTFE) afin d'éviter une dégradation extrème ou un éclatement. Cette méthode est axée sur les joints de bride couramment utilisés dans les procédés de l'industrie chimique pour des conditions de service selon ASME B16.5: température modérée et classes de pression 150 et 300.
Source : ASTM International. New Test Method for Hot Blowout and Thermal Cycling Performance for Polytetrafluoroethylene (PTFE) Sheet or Sheet-Like Gaskets - Designation: ASTM WK26064
Procédure de test générale (version 7)
- Un joint est installé dans un banc d'essai d'éclatement à chaud composé de brides à face surélevée NPS 3 classe 150 ou classe 300. Le couple de serrage recommandé est appliqué sur le joint en utilisant une clé dynamométrique, et en respectant les bonnes pratiques d'installation.
- Un temps d'attente de 30 minutes pour la relaxation et le fluage du joint est observé avant d'exercer à nouveau sur le joint le couple de serrage requis.
- Un délai supplémentaire de 30 minutes est respecté avant de mettre en pression avec de l'hélium gazeux.
- Dans le test HOBT sans cycle thermique, une fois la mise en pression effectuée, la température est augmentée jusqu'à 648,9 °C par palier de 16,1 °C par minute jusqu'à l'éclatement du joint ou l'obtention de la température maximale du banc d'essai.
- Dans le test HOBT avec cycle thermique, une fois la mise en pression effectuée, la température est augmentée par palier de 16,1 °C par minute. L'installation est ensuite refroidie à température ambiante. Ce cycle est renouvelé deux fois pour obtenir un total de trois cycles thermiques par test.
La procédure comporte trois tests :
Test 1: HOBT sans cycle thermique.
Test 2: HOBT avec 3 cycles thermiques selon la température estimée du test 1.
Test 3: HOBT avec 3 cycles thermiques selon la température estimée du test 2.
Résultats du test
| Épaisseur du joint | Température à l'éclatement | Effort résiduel à l'éclatement | Pression à l'éclatement | Température du joint testé Tgs | |
|---|---|---|---|---|---|
HOBT avec cycle thermique (version 7)
|
3,2 mm | 392,2 °C | 8,8 MPa | 30 bars | 339 °C Gore recommande de ne pas dépasser 315 °C |
Présentation de la méthode d'essai
Cette méthode de test sur les joints est actuellement proposée par le comité F03 en tant que nouvelle méthode d'essai des facteurs d'étanchéité, pour les assemblages à brides boulonnées sous pression. Cette pratique permet de déterminer les facteurs d'étanchéité d'un joint à température ambiante pour les assemblages à brides boulonnées sous pression, tels que ceux prévus par la norme ASME pour les chaudières et cuves sous pression. Il s'applique principalement à tous les types de joints circulaires et revêtements généralement utilisés dans les procédés industriels ou les centrales électriques sur les cuves, échangeurs de chaleur et tuyauteries sous pression, incluant des joints de type feuille, spiralé, enveloppe et métallique. Cette procédure permet également, si besoin, de déterminer l'effort de serrage maximal pour ces joints.
Source : ASTM International. New Recommended Practice for GASKET CONSTANTS FOR BOLTED JOINT DESIGN - Designation: ASTM WK10193
Définitions des paramètres d'essai
| Gb | La pression d'assise à Tp = 1 lors du serrage du joint. Elle indique la pression d'assise initiale requise pour comprimer le joint et assurer son étanchéite. |
|---|---|
| « a » | La courbe obtenue grâce à une régression linéaire. Elle indique la capacité du joint à garantir l'étanchéité. |
| Gs | La pression d'assise à Tp = 1 lors du desserrage du joint. Elle indique la capacité du joint à maintenir l'étanchéité lorsque la pression est exercée, ainsi que la sensibilité du joint lors de son desserrage. |
| Tp | Le paramètre d'étanchéité est sans unité. La valeur 1 correspond à un taux de fuite d'hélium de 1 mg/s sous pression atmosphérique pour un joint de diamètre extérieur de 150 mm. À noter : plus la valeur Tp est élevée, plus l'étanchéité du joint est élevée. |
| Tpmax | L'étanchéité maximale obtenue lors du serrage du joint. |
| Tpmin | L'étanchéité minimale obtenue lors du déserrage du joint. |
Procédure générale de test pour les joints souples (version 9)
- Un joint est placé dans un banc d'essai hydraulique à plateau plat.
- Réalisation d'une série de 3 cycles de serrage et desserrage durant lesquels le taux de fuite est mesuré à chaque niveau de serrage. Selon l'étape, le système est soumis à une pression de 27,5 bar ou 55 bar avec d'hélium gazeux. Le temps d'attente à chaque étape dépend de la stabilisation du taux de fuite, avec un délai minimum d'une minute et maximum de 5 heures.
- Les données recueillies sont regroupées en deux parties A et B, et analysées pour établir les paramètres de test. La partie A représente les performances d'assise initiales d'un joint pendant le serrage initial de la bride. Les données de la partie A sont utilisées pour déterminer Gb, "a", et Tpmax. La partie B simule des conditions réelles de service. Les données de la partie B sont utilisées pour déterminer Gs andet Tpmin.
Procédure générale de test ROTT pour les joints souples
Procédure générale de test pour la RUPTURE (version 9)
- La pression d'assise est rétablie au niveau S1.
- Des cycles de serrage sont exercés en augmentant progressivement l'effort sur le joint, pendant lequel le taux de fuite est mesuré à chaque niveau d'effort. Le système est mis sous pression à 27,5 bar d'hélium gazeux. Le délai de maintien ne doit pas dépasser 15 minutes à chaque niveau d'effort.
- Le test est terminé lorsque le taux de fuite constaté à un niveau d’effort dépasse le taux de fuite observé au niveau S1, ou quand la charge maximale du dispositif a été atteinte.
- L'effort maximale admissible est le niveau de pression maximal auquel le taux de fuite S1 a été maintenus.
Résultats du test
ROTT version 9 Procédure d'essai pour joint souple
| Épaisseur: 1/16" | Épaisseur: 1/8" | |
|---|---|---|
| Gb (psi) | 685 | 770 |
| a | 0,271 | 0,274 |
| Gs (psi) | 6,19E-02 | 9,38E-07 |
| Tpmin | 1 416 | 1 962 |
| Tpmax | 2 7706 | 16 424 |
| S100 (psi) | 2 391 | 2 716 |
| S1000 (psi) | 4 466 | 5 099 |
| S10000 (psi) | 8 343 | 9 573 |
| Effort de serrage maximal admissible (psi) | Supérieur à 40 031 (max. du dispositif) | Supérieur à 40 031 (max. du dispositif) |
Critères de réalisation d'un joint
Informations relatives aux certifications et aux applications
Infothèque
Guide d'installation: Feuille GORE® GR
Instructions d‘installation
Feuille GORE® GR est conforme aux exigences de la directive 21CFR de la FDA des États-Unis et de la directive EC 1935/2004 de l'Union européenne concernant le contact alimentaire. La déclaration de conformité est disponible sur demande.
Suivre Feuille GORE® GR