Joint Ruban GORE® Série 500
Ce joint ruban particulièrement résistant au fluage, 100 % ePTFE, offre une étanchéité à toute épreuve pour les brides de grande dimension en acier.
Nous contacter
France
+33 1 56 95 65 65
Afrique du Sud
+27 71 467 7710
Allemagne
+49 89 4612 2215
Australie
+61 2 9473 6800
Brésil
+55 11 5502 7800
Chine
+8621 5172 8299
Corée
+82 2 393 3411
Émirats arabes unis
+971 2 5089444
Espagne
+34 93 4 80 69 00
Etats-Unis
+1 800 523 4673
Hong Kong
+852 2622 9622
Inde
+91 22 67687000
Italie
+39 045 6 20 92 50
Japon
+81 3 6746 2600
Pays-Bas
+31 13 507 47 00
Pologne
+48 22 6 45 15 37
Royaume-Uni
+44 1506 46 01 23
Scandinavie
+46 31 706 78 00
Singapour
+65 6733 2882

Infothèque

Guide de sélection produit
Guide de sélection produit
Guide pour vérifier que l'application est en adéquation avec les caractéristiques des joints GORE®, et d'affiner la sélection des produits d'étanchéité pour l'application.
Toutes les ressources pour Joint Ruban GORE® Série 500
Présentation
Une bobine de joint ruban GORE Série 500 offre une solution immédiate et économique lorsque l'étanchéité est complexe et qu'elle exige fiabilité et durabilité. Ce produit innovant, avec sa résistance au fluage unique dans l’industrie, a été conçu pour optimiser la fiabilité en service pour les brides de larges diamètres, notamment celles qui subissent des cycles thermiques.
En quoi le joint ruban GORE Série 500 est-il si innovant et performant ?
Technologie brevetée qui dépasse les performances des autres joints en ePTFE
Le joint ruban GORE Série 500 est composé à 100 % de polytétrafluoroéthylène expansé (ePTFE) et réalisé selon un procédé de fabrication exclusif de Gore. Il offre une fiabilité d'étanchéité unique, notamment pour les brides en acier de grande dimension et de forme irrégulière.
Le joint ruban GORE Série 500 est composé à 100 % de polytétrafluoroéthylène expansé (ePTFE) et réalisé selon un procédé de fabrication exclusif de Gore. Il offre une fiabilité d'étanchéité unique, notamment pour les brides en acier de grande dimension et de forme irrégulière. La structure interne du joint ruban GORE Série 500 lui confère une excellente résistance à la relaxation et au fluage. Les tests prouvent que le joint ruban GORE Série 500 est presque deux fois plus résistant au fluage que d'autres marques de rubans ePTFE.
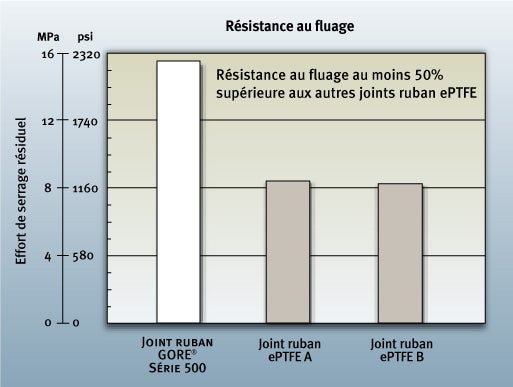
Le graphique de droite montre les données relatives à la résistance au fluage basées sur la norme EN13555 avec un ruban 15 mm x 3 mm, ayant la forme d'un anneau biseauté de 150 mm. Les valeurs PQR ont été obtenues avec une pression d'assise initiale de 30 MPa et à 150 ° C.
Forme et fonctionnalité optimales
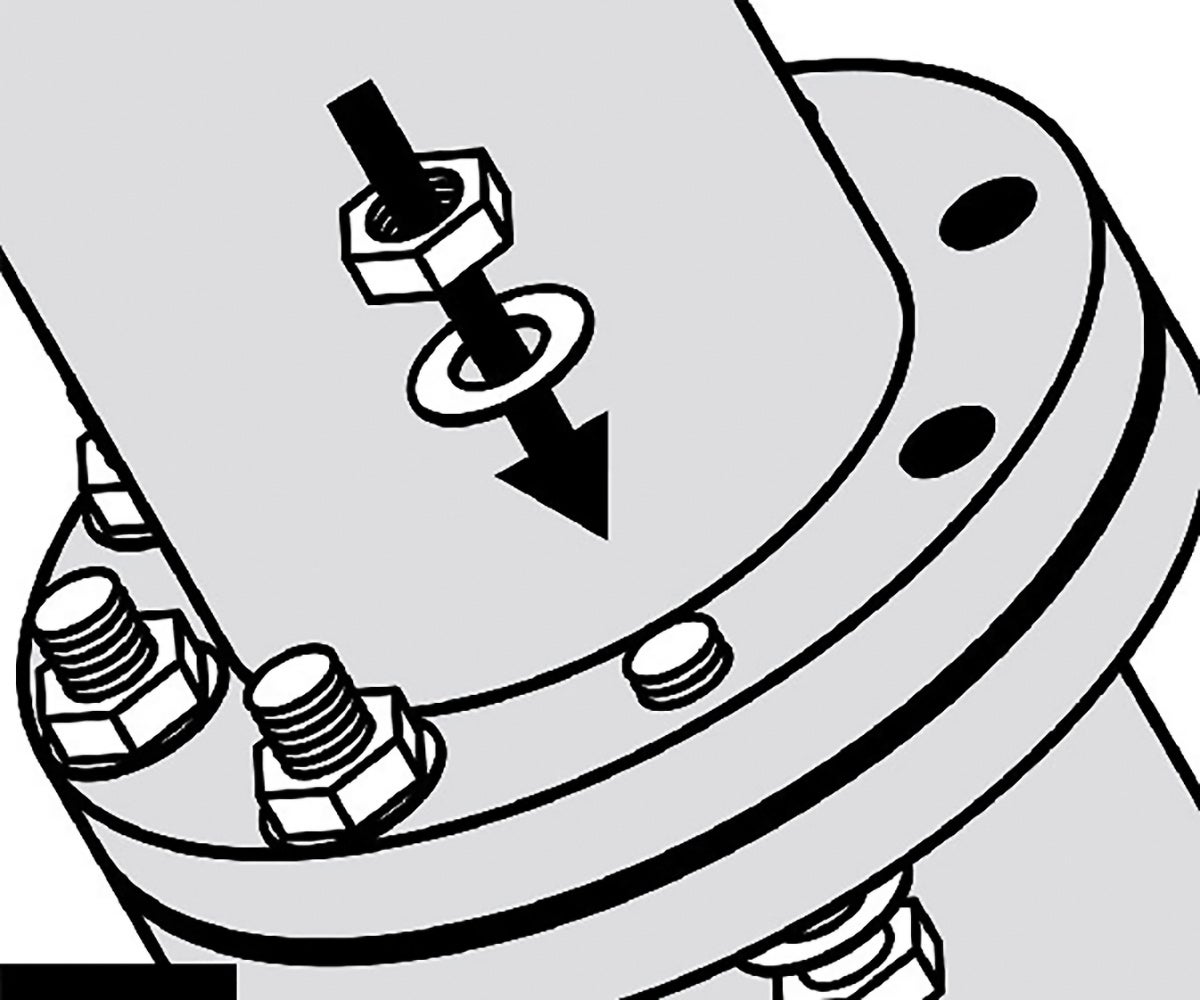
Le joint ruban GORE Série 500 est un joint ruban haute performance "prêt à l'emploi" – conçu par Gore, l'entreprise qui a créé cette gamme de produits il y a plus de 40 ans. Il s'adapte à toutes les formes, instantanément. Il est si facile à manipuler et à installer qu'une seule personne suffit pour l’installation sur des brides de grand diamètre.
Le joint ruban GORE Série 500 est également très malléable et permet ainsi de compenser les importantes irrégularités de la bride. Le joint final est très étanche et particulièrement durable, renforçant ainsi la fiabilité et la sécurité du système tout entier.
Fabriqué à 100 % en ePTFE chimiquement inerte, le joint ruban GORE Série 500 résiste durablement aux conditions difficiles liées aux procédés de traitement chimique. Il résiste à tous les media (pH 0-14), à l'exception des métaux alcalins et du fluor élémentaire en fusion/dissous. Assez polyvalent pour une utilisation sur des systèmes de traitement à base d'alcalis, d'acides et de solvants, le joint ruban GORE Série 500 offre une solution unique pour des besoins multiples d'étanchéité.
Permet d'économiser du temps et de l'argent tout en évitant les complications.
Le joint ruban GORE Série 500 offre des avantages incontestables sur site et hors site.
Il réduit les délais, les frais et les difficultés liés à l’ingénierie, la spécification, à l'approvisionnement, à l'expédition, au stockage et à l'installation d'un grand joint traditionnel fabriqué sur demande.
La gamme Série 500 offre une étanchéité extrêmement fiable et permet d'installer de multiples joints de façon plus rapide, plus simple et plus économique.
Spécifications techniques
Données de tests
Critères de réalisation d'un joint
Informations relatives aux certifications et aux applications
Infothèque

Guide d'installation: Joint Ruban GORE® Série 500
Instructions d‘installation, Videos
POUR USAGE INDUSTRIEL UNIQUEMENT
Ne pas utiliser pour des opérations de fabrication, de traitement ou d’emballage des produits suivants : nourriture, médicaments, cosmétiques, dispositifs médicaux.
Suivre Joint Ruban GORE® Série 500